双层玻璃反应釜在制药行业的应用
在现代精细化工、生物制药、新材料合成等领域,双层玻璃反应釜发挥着重要作用。这种设备通过特殊的设计为实验和生产提供精确可控的反应环境。接下来我们将从设备种类、核心特点和价格方面进行详细分析。
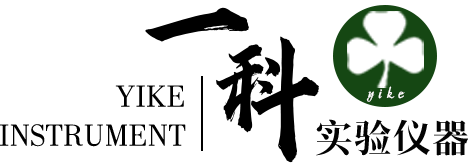
首先,让我们了解一下玻璃反应釜的具体信息和分类。采用高性能密封材料,确保系统的真空度和密封性能,避免材料泄漏。内部容器用于反应溶剂的搅拌反应,夹层则可以通入不同的冷热循环液,实现对内部物质的恒温加热或冷却。釜体一般采用高硼硅玻璃材质,具有良好的性能,耐温范围广,透明的玻璃容器,可直接观察反映情况。
根据功能和体积规格,玻璃反应器可分为单层、双层和三层。单层反应釜适合高温反应,而双层反应釜则能实现更广泛的温度范围内的精确控制,而三层反应釜则适合超低温反应。常见规格有1L、2L、5L、10L等不同容量。
下面,我们详细了解一下双层玻璃反应釜的核心特点:
1、宽温度范围控制:通过夹层加热/冷却系统,可以精确加热温度,智能调节不同温度区间。
2、真空密封系统:采用高性能密封材料,保证系统的真空度和密封性能,避免材料泄漏。
3、耐腐蚀材料:采用优质玻璃和特殊材料,耐腐蚀性好,适用于化学方面的实验反应。
4、便捷操作设计:结构紧凑坚固,移动方便,操作简便,多功能接口设计,可满足不同需求。
5、安全性与扩展功能:可选择配备防爆系统,满足特殊工作环境需求,同时可根据需要进行功能扩展。
最后,双层玻璃反应釜广泛应用于精细化工、制药、材料研究等领域。可以根据试验条件选择合适容积和搅拌转速功能,对整个反应实验很重要。建议根据实际处理量和工作环境选择合适的设备,并注意安全使用。
上一篇:re-52aa旋转蒸发仪的安装
