容积500ml-5l小型多功能反应器选型攻略
多功能反应器凭借“集成传质、传热、反应于一体”的核心优势,成为实验室与企业的重要设备,既能满足单相、多相反应需求,又能节省设备占用空间,由此降低生产成本。深受各高校科研机构和化工企业的喜爱。但在选择合适的型号时,容易混淆多功能反应器的类型与适配场景,导致设备与需求不匹配,造成时间与资源上的浪费。那么,今天将结合2026年行业技术迭代趋势,分享多功能反应器选型核心要点,详解设备优势与应用场景,帮你精准选型、高效利用。
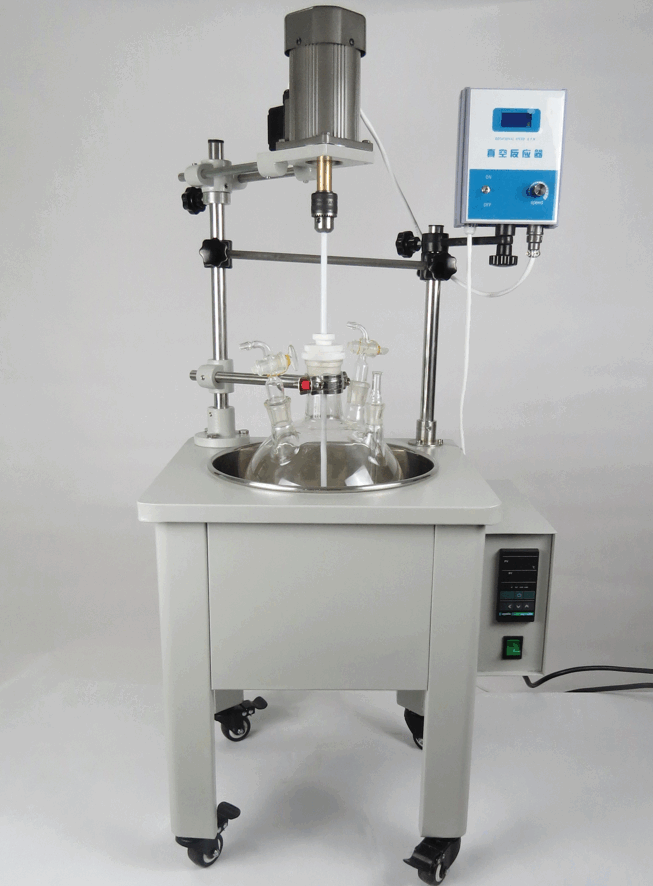
作为专业的多功能反应器生产厂家,我们深耕行业多年。可根据用户需求定制模块化结构,适配硝化、磺化、聚合等多种反应工艺,兼顾实验室科研与企业中试、批量生产全场景。该设备采用优质耐腐蚀材质,搭配集成PID调节算法的智能温控单元,控温精度达±1℃,可实现反应温度的精准调控,同时配备多相流输送装置,支持惰性气体保护与反应气体配比,有效提升反应效率与产物纯度。
选型时牢记3个关键原则,避免踩坑:
一、根据反应类型选型,液相单相反应可选择常规搅拌式多功能反应器,气液固多相反应优先选流化床多功能反应器,有机合成强放热反应推荐管式多功能反应器,确保反应过程稳定高效;
二、关注设备配置,优先选择可模块化组合、支持工艺灵活切换的机型,便于后续拓展使用,同时检查温控、搅拌、密封等核心部件的性能,确保设备耐用性;
三、结合使用场景确定规格,实验室科研优先选小型多功能反应器,容积500ml-5l即可满足需求,企业中试与生产可选择500ml-200L规格,按需定制更大容积机型。
我们的多功能反应器在技术上持续升级,引入机器学习算法优化温度-气氛协同控制策略,实现反应过程的自适应调节,同时采用蓄热式燃烧系统,废气余热回收效率突破85%,契合双碳目标下的绿色生产需求。日常操作便捷,无需专业技术人员值守,配备智能操作面板,可一键设置反应参数、实时监控反应进程,降低操作难度。厂家直供模式,价格透明,提供免费选型指导、上门安装调试及终身售后维护,解决采购者的后顾之忧。
目前,我们的多功能反应器已广泛应用于有机合成、催化剂活化、纳米材料合成等领域,获得全国多家高校与企业的认可。遵循以上选型技巧,就能选到贴合自身需求的多功能反应器,实现反应、传热、传质一体化高效推进,助力科研与生产提质增效。
